

3d打印机切片软件怎么用(3d打印机切片软件教程)
如何优雅告别,智慧迎接下半年?
你可能需要一场“涨知识”的复盘!
上周,传闻中的菜鸟主播燕燕
与3D打印老司机857及唐哥
在B站开启了一场历时2小时
全程无尿点的「切片设置大讲堂」

不少蹲守的小伙伴纷纷表示:
嗝~被满屏的知识“喂饱”了!
没有赶上直播以及想要温习的小伙伴
快来跟随小方一同“复盘”吧!
Photon Workshop
机型:Photon Mono
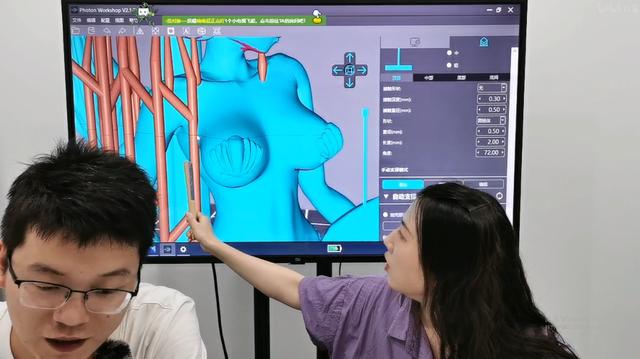
由于珠宝类的模型多是1:1的打印尺寸且体积较小,因此不太需要调整其大小和抽壳,但需要注意在精度上的提升。如何才能打印出细节更好且便于后处理的珠宝类模型,我们可以通过一查、二加、三调的步骤来操作!

一查
查看模型的摆放位置及角度。将模型文件导入切片软件后,我们可以看到有红色及蓝色的区域显示,红色区域代表着系统判定所需要加支撑的点;蓝色区域代表模型外表面。

若是红色区域较多则表明需要加支撑的位置较多,这时我们就需要调整它的位置,因为支撑多不仅会造成繁琐的后处理,还可能对模型表面的精细度造成影响。
二加
调整好位置后,我们就可以开始加支撑了。加支撑的方式有:添加自动支撑和手动添加支撑。对于细节较多的模型,建议使用细支撑,否则在后处理时容易损坏模型。Photon Workshop中细支撑的默认直径为0.8mm,对于细致的模型可手动修改支撑直径。

美人鱼吊坠模型的顶部、中部直径均改成0.5mm
添加自动支撑
自动支撑处的支撑密度(100%)指添加支撑数量的多少;支撑最短长度(mm)则需要根据抬升高度作调整,否则可能导致底部位置的支撑无法添加。若是抬升4mm,则支撑最短长度相应的需设为4mm。

手动添加支撑
将鼠标放在模型表面,会出现黑色的线圈,这代表的是等高线。在等高线的最低点、线圈汇聚的位置,理论上需要添加支撑。
在添加细支撑的时候,需要注意进行加密处理,因为在打印过程中会产生比较大的离心力且受到树脂阻力的影响,如果细支撑的数量不够,可能会出现支撑断裂或者模型摇摆,从而导致①模型掉落,平台只剩支撑;②模型翘边、变形的情况。

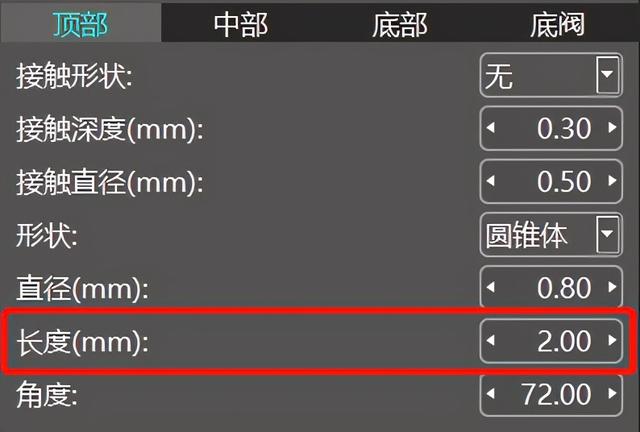
当支撑无法添加时,需查看是否由于顶部→长度导致空间不足无法添加。顶部的长度设置越短,支撑与模型接触的面积越粗,反之则越细。
三调
在添加完支撑后,还要仔细查看是否有需要调整的地方。尤其要注意红色区域,寻找是否有悬空点/悬岛。在打印人物模型时,若人物头部有俯视或者平视的角度,下巴处一般需要添加支撑,否则打印完成后下巴处可能会没有弧度。

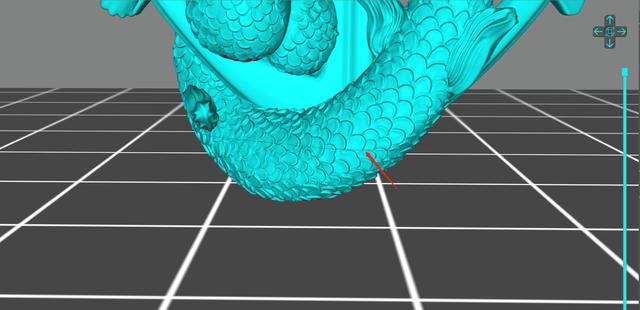
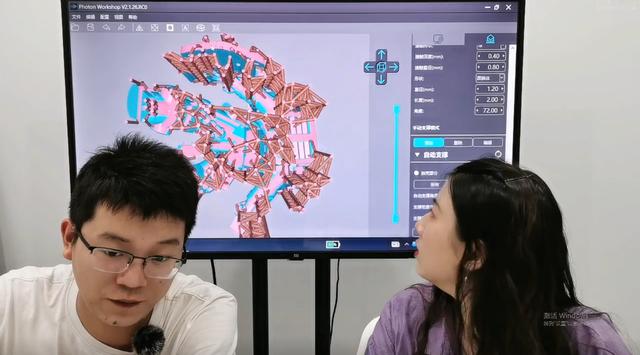
同时还需要注意检查支撑与模型是否有嵌连,若有,在拆支撑时可能会影响模型表面,因此需要删除这部分的支撑。在切片完成后,可在Photon Workshop中预览3D打印的效果,高级新功能Get!
图中的支撑和模型产生了嵌连,需删除
手办类模型
Photon Workshop
机型:Photon Mono X
与珠宝类的模型不同,手办类的模型一般体积较大,对于精度的要求相对而言较低,常会使用到抽壳及打孔的处理方式。在打印手办类的模型时,我们又有哪些注意事项?

摆放
对于手办类的模型,在加支撑时我们需要注意避免将支撑加在细节较多的部分,尽量保持细节的完整性。同时,在自动支撑添加完成后,需要检查是否有悬空点/悬岛,并手动删除非必要的支撑,便于模型后处理。
抽壳
由于手办类模型的体积较大,对树脂耗材的消耗量较大,因此一般会进行抽壳的处理。在抽壳时,层厚设置为2mm比较适合。而抽壳一般伴随着打孔,若是不打孔,模型容易由于内外压差导致形变,产生层纹。

打孔
模型打孔的位置也有讲究,最好打孔在较为隐蔽的非外观面,如接近底阀的地方。这样不仅能尽早形成真空环境,防止压差产生,也能最大程度地保持模型外观完好。最后,在打印完成后需要加点树脂或塞些棉絮进行堵孔,完善模型整体。

工业零件类模型
Cura
机型:Anycubic Mega系列
主要用于机械类产品的工业零件,在耐用性、坚固度方面的要求较高,因此我们一般使用FDM的3D打印机来打印,这时我们就需要用到Cura这款切片软件。

在Cura这款切片软件中,我们无法像在Photon Workshop一样选择手动添加支撑,因此我们需要重点了解其中的一切参数设置思路。
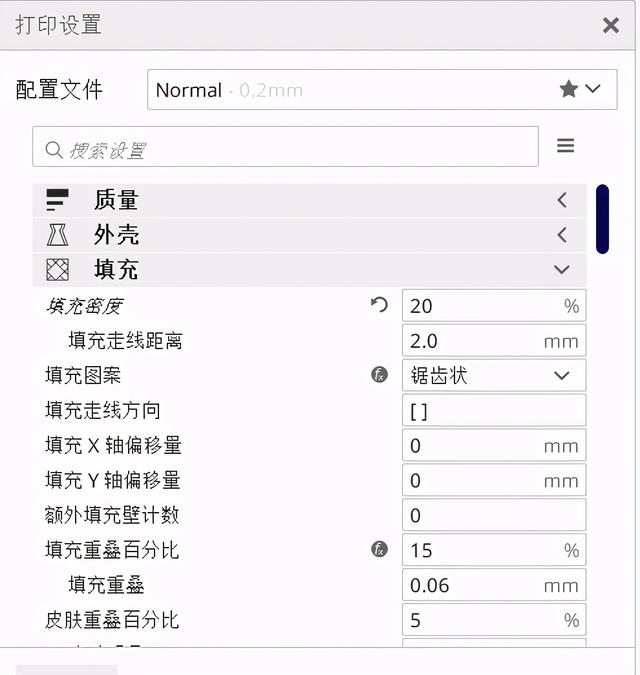
填充——填充密度
设置为100则是实心打印
若是填充密度较大的话
模型的稳固性相对更高
但打印时间也相应更长
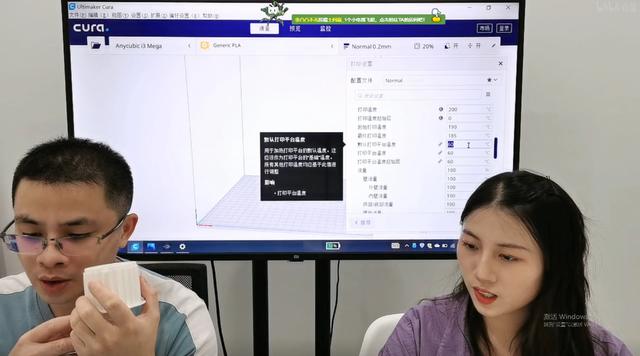
材料——默认打印温度
默认打印温度如果设置很低
常见的问题是堵头,从而导致打印失败
因此需要根据线材的建议温度设置
一般线材的建议温度为190°~230°
以ABS线材为例可选择较高的温度210°
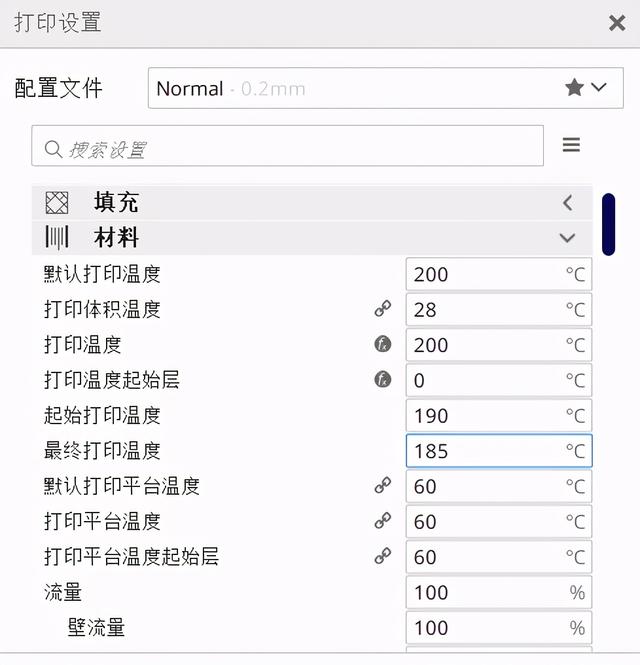
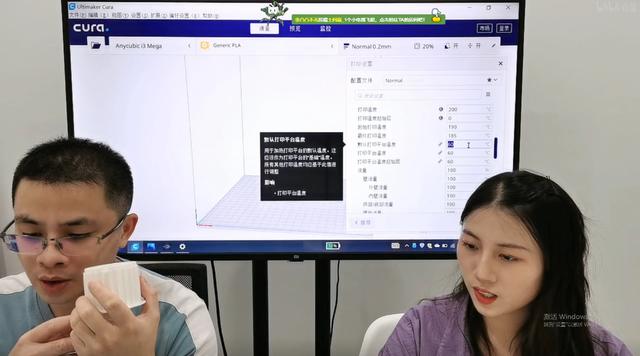
材料——默认平台打印温度
PLA建议60°,ABS建议95°
在此基础上还需根据打印环境进行调整
平台温度过低也容易导致粘附性差
产生翘边等打印问题
速度——打印速度
为了打印质量,不建议打印速度过快
太快容易造成电机丢步,造成模型错位
建议打印小而细的模型
将打印的速度适当降低,提升打印精度

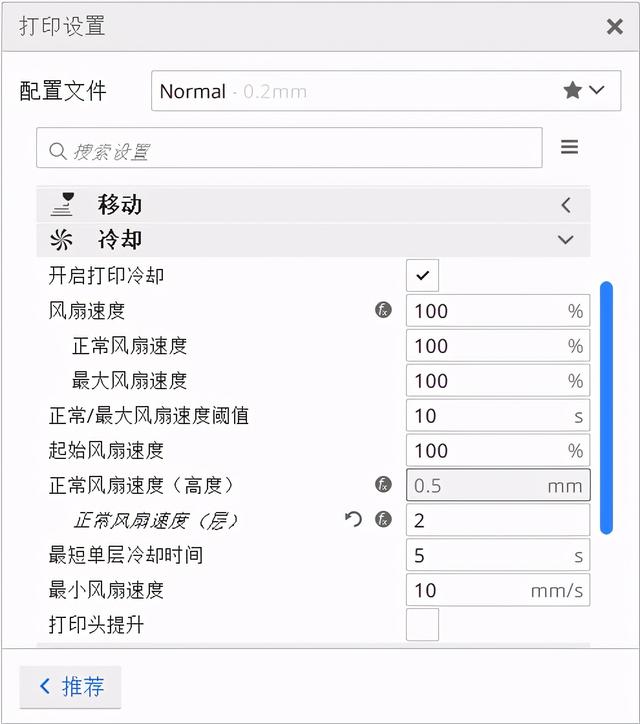
冷却——正常风扇速度(层)
若设置为0,则在打印层时风扇就会开启
这会使打印时的温度下降,达不到设置的目标
不利于模型粘在打印平台上
一般会将数据设置为2
让平台打印完2层后再开启风扇散温
以上直播的重点内容
小方就为大家归纳到这里啦
俗话说,实践出真知
大家在掌握了理论知识后
可别忘记实操一遍噢!



